
Sac işleme, mekanik işlemenin vazgeçilmez bir parçası olup, özellikle dolap, ev aletleri, otomobil, asansör, mutfak ekipmanları ve diğer endüstrilerde sac parçalar yaygın olarak kullanılmaktadır. Bükme işleminin kalitesi, ürünün şekillendirme boyutunu ve görünümünü doğrudan etkileyecektir. Bu nedenle, bükme işlemi sırasında iş parçasının şekillendirme boyutunun ve açısının nasıl sağlanacağı, bükme işleminde önemli bir araştırma içeriğidir.
Ekonominin gelişmesiyle birlikte, bazı üst düzey mekanların metal dekorasyonunda, metal sac süslemelerin bükülme şekilleri giderek daha karmaşık hale geliyor. Aynı zamanda iş parçasının, bükme kenarının yay yarıçapının mümkün olduğu kadar küçük olması, iş parçası yüzeyinde kıvrım olmaması ve dekoratif yüzeyde girinti olmaması gibi işlem gereksinimlerini karşılaması gerekir. Geleneksel hidrolik pres freni artık bu özel süreç gereksinimini karşılayamıyor. Bu nedenle saclara kanal açma ve bükme işlemi ortaya çıktı. Bu makale temel olarak kanal açma işleminin ve kanal açma yönteminin özelliklerinin yanı sıra bükme işlemi sırasında bükme boyutu ve açısının nasıl sağlanacağını açıklamaktadır.
Oluk bükme işleminin özellikleri
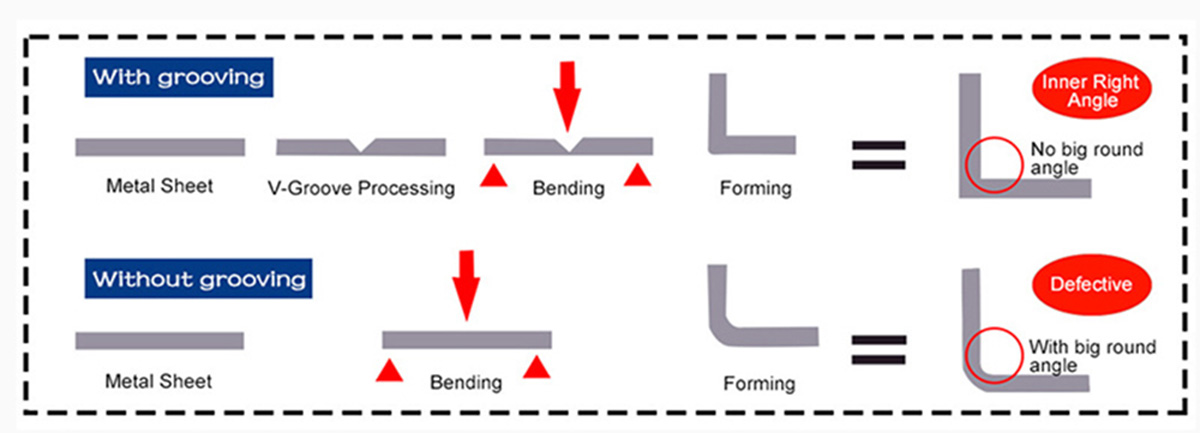
Oluk bükme işlemi, öncelikle metal sacın bükülmesi gereken pozisyonda işaretlenmesi ve oluk açılması için bir oluk kullanan, daha sonra ihtiyaca göre ortak bir bükme makinesinde bükülen bir işlemdir. Oluk bükme işleminin özellikleri temel olarak aşağıdaki iki hususu içerir.
1. İş parçasının kenarının yay yarıçapı küçüktür ve iş parçasında kırışık yoktur.
Bükme işleminden, bükme sonrası iş parçasının kenarının yay yarıçapının boyutunun plakanın kalınlığı ile orantılı olduğu görülebilir. Plaka ne kadar kalınsa, oluşturduğu yay yarıçapı da o kadar büyük olur. hidrolik pres freni. Metal plaka V-oluklu hale getirildikten sonra, plakanın kalan kalınlığı orijinalin yarısı kadar veya hatta daha küçük hale gelir; bu, bükülmeden sonra iş parçasının kenarının ark yarıçapını büyük ölçüde azaltabilir. Ayrıca kanal açma sonrasında bükme noktasında kalan levha kalınlığı daha ince olduğundan bükme sırasındaki deformasyon kuvveti de buna bağlı olarak azalacak ve bükülmeyen alana yayılmayacaktır. Bu nedenle, bükme işleminden sonra iş parçasının yüzeyinde herhangi bir kırışıklık oluşmaz ve bükme noktasındaki plaka kalınlığı daha ince olduğundan, bükme sırasında gereken basıncın azaltılması, dekoratif yüzeyde girinti oluşması riskini büyük ölçüde önleyebilir. Bu sayede otel, banka, ticari merkez gibi üst düzey mekanlarda metal dekorasyonda iş parçasının kenarının küçük yay yarıçapına sahip olması, yüzeyde kırışma olmaması ve dekoratif yüzeyde girinti olmaması gibi işlem gereklilikleri karşılanabilmektedir. ve havaalanları.
2. Abkant pres makinesi için azaltılmış ekipman tonajı
Bükme işleminde saclar için gerekli olan bükme kuvveti kalınlıkları ile orantılıdır. Metal levha ne kadar kalın olursa, gereken bükme kuvveti de o kadar büyük olur ve gerekli olan bükme kuvveti de o kadar büyük olur. hidrolik abkant pres makinası tonaj da buna göre artırılıyor. Bükmeden önce metal levhanın bükme kısmında V-kanal açılmasından sonra, o kısımda levhanın kalan kalınlığı büyük ölçüde azaltılır, böylece levhayı bükmek için gereken bükme kuvveti de buna göre azaltılır, böylece kalın levhalar bükülebilir daha küçük tonajlı sac bükme makinesinde. Bu sadece yatırımı azaltmakla kalmıyor sac pres freni ekipmanı kullanmanın yanı sıra enerji tüketiminden ve yerden de tasarruf sağlar.

 IPv6 network supported
IPv6 network supported












